





Shanghai SIHUA Solar-PV-Halterungswalzmaschine
Eine Walzprofilieranlage für Solar-PV-Träger ist eine Anlage, die im Herstellungsprozess von Montagesystemen für Solarmodule eingesetzt wird. Die Maschine nutzt ein Walzprofilierverfahren, um Endlosbleche herzustellen, die anschließend zugeschnitten und in verschiedene Formen und Größen gebracht werden, um unterschiedliche Montagesysteme für Solarmodule zu fertigen.
Beim Walzprofilieren wird ein Metallstreifen durch eine Reihe von Walzen geführt, die ihn schrittweise in das gewünschte Profil oder die gewünschte Form bringen. Das Ergebnis ist ein durchgehendes Metallblech, das zugeschnitten und zu einzelnen Bauteilen für Montagesysteme für Solarmodule geformt werden kann.
Die Profilieranlage für Solar-PV-Träger wird typischerweise in der Branche der erneuerbaren Energien eingesetzt, um hochwertige, langlebige und effiziente Montagekonstruktionen für Solarmodule herzustellen. Diese Konstruktionen sind so ausgelegt, dass sie Solarmodule sicher fixieren und verschiedenen Witterungsbedingungen standhalten, während sie gleichzeitig eine maximale Sonneneinstrahlung gewährleisten.
Insgesamt spielt die Rollformmaschine für Solar-PV-Träger eine wesentliche Rolle bei der Herstellung von Montagestrukturen für Solarmodule, die kritische Komponenten von Solarenergiesystemen darstellen, welche saubere und nachhaltige Energie erzeugen.
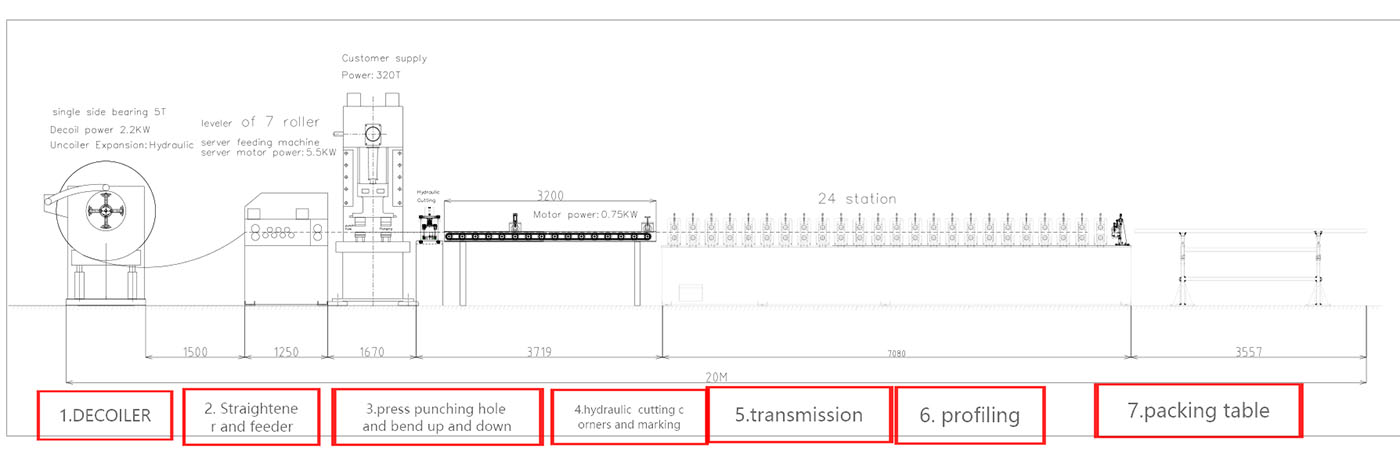
Produktionsprozess: Abwickler (Abwickler, Richtmaschine, Servo-Zuführer) → Pressmaschine (Lochstanze) → Walzprofiliermaschine → Schneidemaschine (hydraulisch angetrieben) Alle Teile wurden von einem elektrischen Steuerungssystem gesteuert (Details siehe unten).

| Abwickler, Richtmaschine, Zuführung | |
| Hydraulischer Abwickler | Ladekapazität: 4 Tonnen mit Ladevorrichtung |
| Material | 2 mm, S 235 JR |
| Glätteisen | Materialbreite: 450 mm |
| Servo-Zuführung | Die Genauigkeit der Teilung beträgt ±0,15 mm, die SPS-Marke ist Mitsubishi. |
| Die Leistung des Servomotors beträgt 2,9 kW, die Marke ist YASKAWA. | |
| Pressmaschine und Stanzwerkzeug | |
| Die Kapazität von Band YangLi beträgt 125 Tonnen. | |
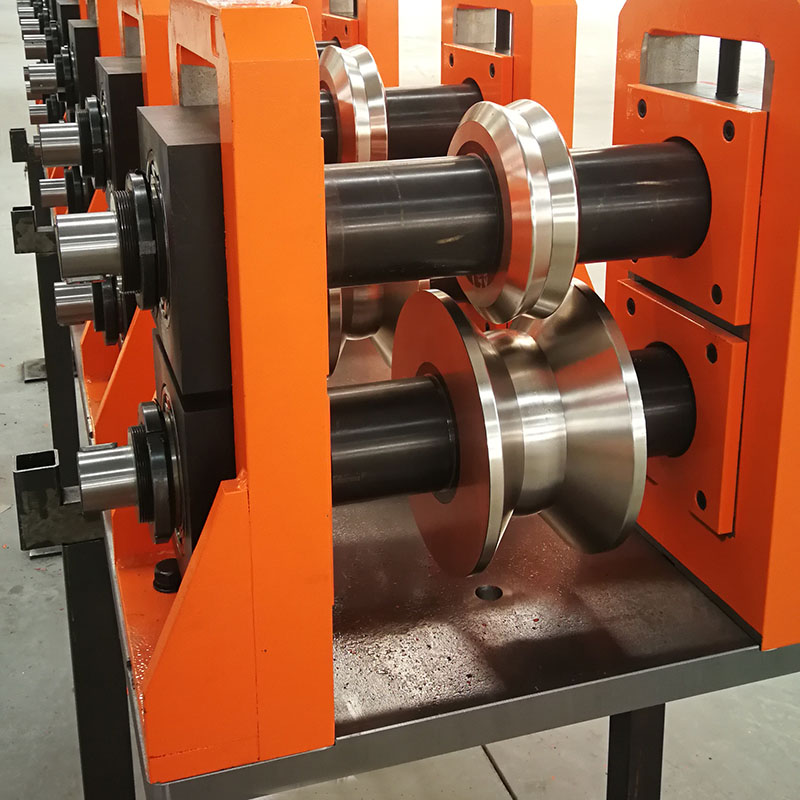
| Rollformmaschine für Solar-PV-Halterungen | |
| Produktgeschwindigkeit | 0-40 m pro Minute |
| Walzenreihe | 20-35 Schritte+ (richtig geradeaus) |
| Wellendurchmesser | Φ70mm, Material-40Cr, Wärmebehandlung |
| Walzenmaterial | Härte nach Vakuumwärmebehandlung von Cr12MoV: 58-62 HRC |
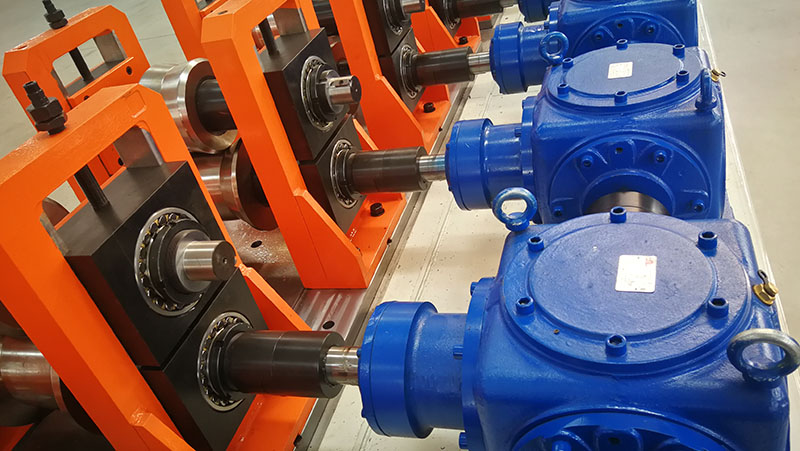
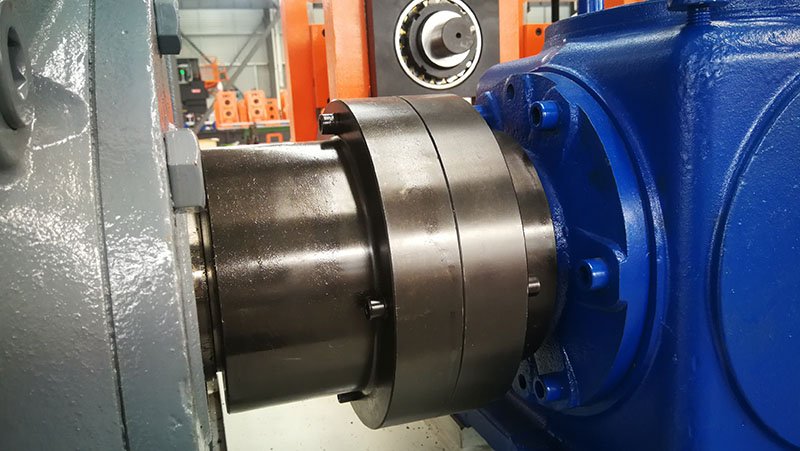
| Motor mit einem großen Untersetzungsgetriebe | 45 kW Marke Siemens |
| Kegelradgetriebe | T10 |
| Für jede Walze wurde eine Kühlung installiert. | |
| Schneidetisch mit Positionierstift | |
| Form schneiden | 4 Sets |
| Material | SKD11 |
| Marke der Führungsschiene | Schädel-Hirn-Trauma |
| Zylinder | ARITAC |
| Servomotor der Marke Yaskawa, 4,4 kW | |
| Hydrauliksystem | |
| Hydraulikpumpendurchfluss | 50 l/min |
| Motorleistung | 11 kW; SIEMENS |
| Anzahl der Ventile des Hydraulikmagnetventils | 2er-Set, REXROTH |
| Hydraulikspeicherkapazität 25 l | |
| Tankvolumen | 220 l |
| Elektrisches Steuerungssystem | |
| Encoder | OMRON (japanische Marke) |
| Frequenzmotor | 45 kW (NIDEC) |
| SPS | MITSUBISHI (japanische Marke) |
| Mensch-Maschine-Schnittstelle | KINCO |
| Relais | OMRON (japanische Marke) |
| Packtisch | |
| Länge | 6,5 Mio. |





