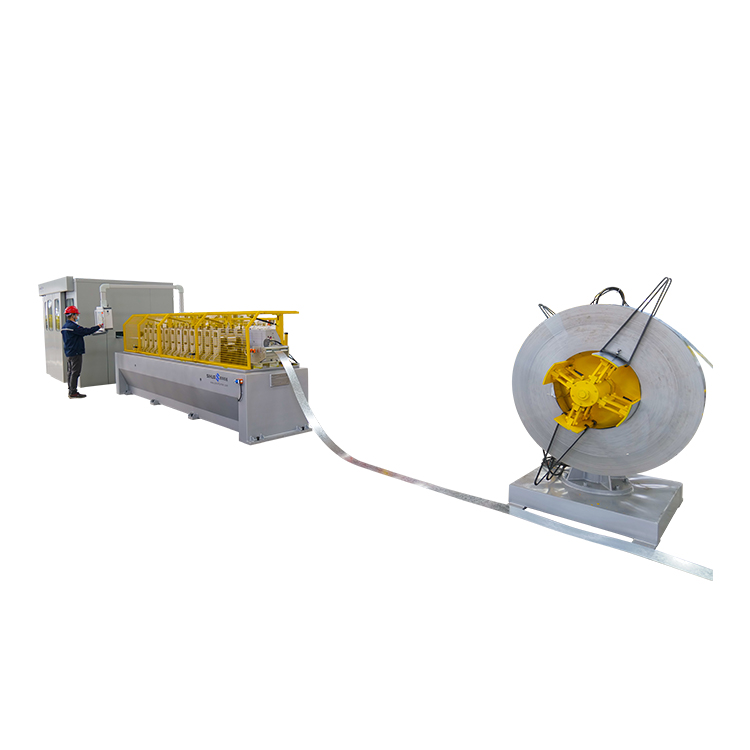
Schneidemaschine für 0,4–1,3 mm Breite, 1300 mm
| (I) Rohmaterialparameter für Stahlcoils | |
| (1) Anwendbares Material | verzinkte Spule |
| (2) Schlitzdicke | 0,4 mm bis 1,3 mm |
| (3) Plattenbreite | 300 mm bis 1250 mm |
| (4) Innendurchmesser der Stahlspule | Φ508mm |
| (5) Außendurchmesser der Stahlspule | Φ1600mm |
| (6) Gewicht der Spule | 15 Tonnen |
| (II) Parameter des fertigen Produkts | |
| (1) Breitentoleranz | ± 0,05 mm |
| (2) Bururr-Länge | 0,03 mm |
| (3) Anzahl der geteilten Streifen | 1 mm dicke Platte, 25 Streifen |
| (4) Vertikale Schergeradheit | 1 mm / 2000 mm |
| (5) Voller Kreisdurchmesser der Spule | Φ508mm |
| (6) Außendurchmesser der Abwickler | Φ1600mm |
| (III) Weitere Parameter des Geräts | |
| (1) Einheitsgeschwindigkeit | 0–120 m/min |
| (2) Grundfläche (ungefähr) | innerhalb von 17 m |
| (3) Stromversorgung | 380 V / 50 Hz Drehstrom, fünfadrig |
| (4) Installierte Kapazität | etwa 160 kW |
| (5) Antriebsmotor | Offenspulenmaschine AC11 kW Maschine mit normalem AC75-kW-Motor Maschine mit normalem AC90-kW-Motor Hydraulikstationsmotor AC7,5 kW |
| (6) Einheitsrichtung | Blickrichtung Bedienkonsole von (links) nach (rechts) (vorwärtsgerichtete Maschine) |
| (7) Produktionsmitarbeiter | 1 technischer Arbeiter und 2 allgemeine Arbeiter |
| (8) Gerätefarbe | Blau |
1. Zündspulenauto
2. Hydraulischer Abwickler
3. Hydraulische Hilfsstütze I
4. Lebende Brücke I
5. Seitliche Führung und Schneidemaschine
6. Schrottaufwickler (beidseitig)
7. Lebende Brücke II
8. Trenn- und Spannungstabelle
9. Hydraulischer Rückstoßdämpfer
10. Hydraulische Hilfsstütze II
11. Auslaufspule für Aufwickler 1
2. Hydrauliksystem
13. Elektrisches Steuerungssystem

1 Zündspulenauto (1 Satz)
(1) Hauptstruktur: Stahlplatte, Laufrad, vier Führungssäulen, Antriebswelle usw.
(2) Tragfähigkeit 15 Tonnen, hydraulischer Motorantrieb, Vorwärtsgeschwindigkeit 6 Meter pro Minute.
(3) Öldruckleistung: Hubhöhe 600 mm, Öldruckzylinder: FA- Φ125 mm (1 Zweig).
technischer Parameter
| bilden | Schwerer Stahlrahmen, Öldruck- und Motorsteuerung |
| Menge | A |
| Oberfläche Typ V | Nylonplatte + Stahlplatte verschweißt |
| Lager | 15 T |
| Liftfahrt | 600 mm |
| Fußgängerkraft | Motor |
| Schrittgeschwindigkeit des Autos | 6 m/min |
Aufbau und Verwendung: Dient zur Zuführung der offenen Codiermaschine, zum Transport der Stahlcoils vom Lagertisch zur Spule der offenen Codiermaschine, die Bewegung des Wagens wird durch einen Öldruckmotor gesteuert, das Anheben durch einen Hydraulikzylinder.
Hubmechanismus: Hydraulikzylinder und verschiebbare Vier-Führungssäulen-Konstruktion, die Hubkraft wird vom Zylinder bereitgestellt, der Zylinder drückt den V-förmigen Lagertisch, um die Funktion der oberen und unteren Stahlspule zu realisieren.
Fahrmechanismus: Öldruckmotor und parallele Führungsschienenkonstruktion. Der Öldruckmotor erzeugt die Fahrkraft und ermöglicht die horizontale Bewegung des Wagens entlang der Achse des offenen Coders. An beiden Enden der Schienen befinden sich Begrenzungsblöcke, die ein Entgleisen des Wagens verhindern.
2. Hydraulischer Abwickler (1 Satz)
technischer Parameter
| bilden | Geschweißter Stahlblechrahmen, hydraulischer Expansionsdorn | |
| Menge | A | |
| Lager | 15 T | |
| Innendurchmesser der Stahlspule | Φ508mm; | |
| Außendurchmesser der Stahlspule | MAX: Φ1800 mm | |
| Offene Spulenbogenplattenstruktur | ||
| Anstiegs- und Schrumpfungsbereich der Bogenplatte | Φ460mm-Φ520mm | |
| Bogenplatte | 45 # Stahlguss (verchromt) | |
| Offene Rollbremse | 2 Sätze Scheibenbremsen | |
| Entladungsmethode | Ergreifen Sie die Initiative, um zu füttern | |
| Offene Rollenleistung | 11-kW-Motor | |
Öffnen und Schließen der Rollenentnahmevorrichtung mit Rollendruck
A. Funktion:
Die Stahlspule einhängen, den Innendurchmesser der Spule verkleinern, die Spule öffnen oder die Spule zurückziehen.
Die Spulenplatte wird gestützt und das Stahlband unter Spannung gesetzt. Die Stütze besteht aus Rahmen, Hauptwelle, Expansionswalze, Abwickel- und Quetschvorrichtung, Hilfsstütze, Bremsvorrichtung und Antriebseinheit.
B. Struktur
a) Hauptrahmen: aus Stahlblech Typ A3, Stahl Nr. 45, zwei Lager werden gleichzeitig gebohrt, um die Konzentrizität der Spindelmontage und das Fehlen von Radialschlägen zu gewährleisten.
b) Hauptwelle: bestehend aus 40Cr-Rundstahl, Bohrungsdurchmesser 85 mm, durchgehend, qualitätsgeprüft und anschließend veredelt, Rollenwellendurchmesser 190 mm, Tragfähigkeit 15 Tonnen.
c) Hebe- und Schrumpftrommel: Verwendung einer Schiebe-Schub- und Zug-Expansionstrommel; vier Bogenplatten (Stahl Nr. 45), liniengeschnittenes Schieberpaar, Expansionsdurchmesser: Ф470 mm-520 mm; die effektive Arbeitslänge der Trommel beträgt 1300 mm, der integrierte Dorn gewährleistet die Konzentrizität der Trommel beim Heben und Senken, die Trommel hebt sich auf dem Drehwagen auf einen Durchmesser von 508 mm, die Oberfläche ist hartverchromt.
d) Abrollvorrichtung: besteht aus Presswalze, Stützarm und Hydraulikzylinder; die Presswalze ist mit Polyurethanfett geschmiert, damit sich der Materialkopf nicht löst und der Stützarm durch den Hydraulikzylinder angehoben wird.
e) Bremsvorrichtung: Mittels pneumatischer Scheibenbremse ist die Bremskraft einstellbar. Im Parkmodus ist die Bremse fest angezogen, um ein unkontrolliertes Rollen im Standby- und Startzustand und damit ein Abstreifen der Blechoberfläche zu verhindern. Die Steuerung erfolgt synchron mit dem offenen Walzenvorschub.
f) Öldruckleistung: Drücken und Ziehen des Dorns: Spezifikation des Öldruckzylinders: Ф 150150mm, Ölversorgung über Drehgelenk (Ölfeld Taiwan); hydraulischer Presshubzylinder Ф 80220 mm.
g) Elektrische Leistung: Die offene Wickelmaschine wird von einem 11-kW-Wechselstrommotor mit geschlossenem Getriebeantrieb (1 Satz) angetrieben.
3. Hydraulische Zusatzstütze (1 Einheit)
(1) Anwendung: Das freitragende Ende der Walze wird abgestützt, um die Steifigkeit der Walze zu erhöhen.
(2) Die Hilfsstütze ist ein Knickstangenmechanismus, der durch den Schwenkarm des Hydraulikzylinders angehoben oder abgesenkt wird.
(3) Beim Öffnen der Rolle wird der Schwingarm angehoben, um das freitragende Ende der Wickelmaschine zu halten, und beim Aufrollen der Rolle senkt sich der Schwingarm ab.
4. Befahrene Fußgängerbrücke (1 Einheit)
(1) Hauptstruktur: Der Rahmen ist aus Stahlblech geschweißt.
(2) Öldruckleistung: oben und unten: Öldruckzylinder: CA- Φ 80mm (1).
Technischer Parameter:
| bilden | Rahmen und Übergangshalterung sind geschweißte Stahlblechteile, die Übergangsrolle ist eine Kleberolle. |
| Menge | A |
| Live-Hülle (Länge Tiefe) | 3000 mm × 3500 mm |
| So hebt man einen Satz Tische an | Der Hydraulikzylinder stützt die Hebevorrichtung. |
Aufbau und Verwendung: Dient zur Synchronisierung und Pufferung der Stahlbandgeschwindigkeit zwischen Abstreifer und Zuführer. Der Tisch besteht aus Nylon, um Kratzer auf der Plattenoberfläche zu vermeiden. Die drei Lichtschrankenpaare zur Steuerung der Stahlbänder im Förderschacht gewährleisten eine ausreichende Materialzufuhr.
5. Seitenführung und Schneidemaschine (1 Satz)
Technische Parameter der seitlichen Führungspositionierung
| bilden | Schweißgrundplatte aus Stahlblech, Rollenständer und Rahmen |
| Menge | A |
| Breite des Querbretts | 200-1250 mm |
| Breitenverstellung | Einstellung über das Handrad |
| Das Rollenmaterial | GCr15-Stahl |
| niproll | Φ120mm×1300mm |
Aufbau und Anwendung: Zur Ausrichtung der Blechbreite und Verhinderung von Abweichungen des Stahlblechs. Vertikale Rollen sind beidseitig in Blechbreiterichtung angeordnet und auf ihren jeweiligen Gleitsitzen befestigt. Die Gleitsitze lassen sich entlang der Blechbreiterichtung auf der Führungsschiene verstellen, um unterschiedliche Blechbreiten aufzunehmen. Die vertikalen Rollen sind gehärtet und ihre Oberfläche galvanisiert, um die Oberflächenhärte zu erhöhen und mechanischen Verschleiß zu minimieren.
Technische Parameter der Maschine
| bilden | Stahlplatten-Schweißbasis, Antriebsgetriebe, Bogen und Rahmen |
| Menge | Ein Set |
| Teile die Geschwindigkeit | 120 m/min |
| Wellendurchmesser | Φ180mm×1300mm |
| Materialqualität | 42CrMo |
| Spannweite (angegeben ohne diesen Wert) | Φ300mm Φ180mm 10mm (Außendurchmesser Innendurchmesser Dicke) |
| Leistung des Hauptmotors | AC75kW Motor |
| Mobiler Torbogenmotor | Außerhalb des Gestells montiert, ohne das Messer zu beeinträchtigen |
Aufbau und Anwendung: Die Maschine ist ein Gerät zum Längsschneiden mit vertikaler Schnittrichtung in verschiedene Breiten. Die Breite des Endprodukts lässt sich durch Austausch der Verbundhülse flexibel anpassen. Der Messerwellenabstand wird durch die obere und untere Welle synchronisiert, wodurch der Spalt zwischen den Wellen präzise gesteuert werden kann. Obere und untere Welle sind axial mit Muttern befestigt, die an den Wellenenden die oberen und unteren Messer aufnehmen. Der Messerwechsel erfolgt über einen seitlichen Rahmen (Motorantrieb).
(1) Hauptstruktur: Stahlplatte, Gusssitz, Synchrongetriebe, Universalantrieb, elektrische Schraubenhebevorrichtung.
(2) Werkzeugschaftmaterial: 40 Cr, Durchmesser des Messerschafts: Φ180mm 1300mm, Mittelfrequenzbehandlung nach der Schruppbearbeitung, Schleifen, Hartverchromung, 20mm mit Keilnut.
(3) Die Messerschaftverriegelung: Die Mutter fixiert das Werkzeug.
(4) Pressplattenverstellung einer Gruppe von Halterungen, Auf- und Ab-Hebeeinstellung, befestigtes Holz mit.
(5) Werkzeugsitzbewegung: elektrisches Ein- und Ausfahren, Anheben der Messerwelle, elektrische Synchronisierung.
(6) Scherleistung: 75 kW normaler Motor mit Frequenzumrichter.
6. Schrottwickler (beidseitig)
eine Verbindung; unabhängige Frequenzumwandlungs-Spannungsregelung
Technischer Parameter:
| bilden | Gestell für geschweißte Stahlplatten |
| Struktur | Links und rechts unabhängig voneinander verbundene Zuführstruktur; Haspel, Pressenwelle und Getriebeeinheit. Steuerung über den Ölzylinder für einfaches Entladen. |
| Menge | Zwei; einer links und einer rechts |
| Ermitteln Sie die Breite der Abfallkante. | Und 2-10 mm / eine Seite |
| Wickelgeschwindigkeit | 0-120 m/min |
| Gewicht rollen | MAX: 300 kg |
| Leistung des Hauptmotors | AC 3 kW (zwei) |
| Atmung | Mechanische Ausdehnung |
Aufbau und Anwendung: Die Seitenwickelmaschine dient zum beidseitigen Wickeln von Bandmaterialien. Sie wird von einem Motor angetrieben und verfügt über einen separaten Ölauslasszylinder. Dadurch ist sie stabil und langlebig.
7. Stromüberquerungsbrücke II (1 Einheit)
(1) Hauptstruktur: Der Rahmen ist aus Stahlblech geschweißt.
(2) Öldruckleistung: oben und unten: Öldruckzylinder: CA- Φ 80mm (1).
Technischer Parameter:
| bilden | Rahmen und Übergangshalterung bestehen aus geschweißten Stahlblechteilen, die Übergangsrolle ist eine Gummirolle. |
| Menge | A |
| Live-Hülle (Länge Tiefe) | 3000 mm × 5000 mm |
| So hebt man einen Satz Tische an | Der Hydraulikzylinder stützt die Hebevorrichtung. |
| Schneiderpresse | Verhindern Sie, dass die Platte in die Grube fällt und das Material beschädigt. |
Aufbau und Verwendung: Dient zur Steuerung der Synchronisierung und Pufferung der Stahlbandgeschwindigkeit zwischen Aufwickler und Abstreifer. Der Tisch besteht aus Nylonfaserplatte, um Kratzer auf der Plattenoberfläche zu vermeiden.
8. Trenn- und Spannungstabelle
(1) Hauptstruktur: Stahlplatte, Trennwalze, PU-Gummi usw.
(2) Spannpolster: Oberseite mit Wollfilz bespannt.
(3) Nachlaufwalze: PU-Gummi, Φ350mm.
(4) Öldruckleistung: Spannkissenhebung: Öldruckzylinder: FA- Φ 80mm (2 Stück).
Technischer Parameter:
| bilden | Grundplatte und Rahmen für das Schweißen von Stahlplatten |
| Menge | Ein Set |
| Sektorgröße | Φ80×Φ180*3 |
| Separate Setgröße | Φ80×Φ110×& |
| Die mittlere Druckrolle | Vertikaler Aufzug |
Aufbau und Anwendung: Die Trennstreifen werden längs abgeschert, um ein Verklemmen der Spannmaschine beim Stapeln zu verhindern und die Lagerung zu erleichtern. Es sind zwei Sätze Trennscheiben vorhanden. Die Welle der Trennscheiben kann von der Bedienseite aus entnommen werden, um Austausch und Reinigung zu vereinfachen.
| bilden | Stahlplatten-Schweißgrundplatte, Rahmen, Bremssystemzusammensetzung |
| Menge | A |
| Druckplattentyp | Die Platte wird vom Zylinder angetrieben, um die ideale Druckspannung zu erreichen. |
Funktion: Die Anlage positioniert das Stahlband und spannt es gleichmäßig für das Aufwickeln. Die erzeugte Spannung bestimmt die Festigkeit des Aufwickelns. Durch die gleichmäßige Spannung wird ein sauberes Wickelergebnis erzielt. Die Anlage besteht im Wesentlichen aus Hauptrahmen, vorderem Trennrahmen, Pressmaschine, hinterem Trennrahmen, Spannvorrichtung und Führungsrolle.
B, Struktur:
● Hauptrahmenkonstruktion: aus Profil- und Stahlplattenmontage, verschweißt, bearbeitete Grundfläche nach dem Glühen.
● Vorderer Trennrahmen: Es wird ein unabhängiger Führungsrahmen verwendet, der über die beiden Oberflächen verbunden ist und der Trenner ist auf der Trennwelle für den Körper und die Hülse montiert, was sehr praktisch ist; der vordere Trennrahmen kann sich relativ zum Hauptrahmen auf und ab bewegen und in jeder Höhe anhalten.
● Spannplattform: Sie besteht aus einem Seitenplattenbogen, einem oberen Portalrahmen, einer unteren und einer oberen Auflageplatte sowie einem Ölzylinder. Der Wollfilz kann auf der oberen und unteren Auflageplatte befestigt werden. Das Plattenband verläuft zwischen den beiden Auflageplatten, und die Pressauflageplatte erzeugt die Spannung. Die obere Auflageplatte wird synchron von zwei Ölzylindern angetrieben.
● Führungsrolle, Plattenvorrichtung
Führungsrolle: durch Lagersitz, nahtloses Stahlrohr mit PU-Gummi ummantelt, dynamische Auswuchtung, Funktion ist die Führung des Plattenbandes in die Wickelmaschine.
Plattenvorrichtung: bestehend aus Zahnstange und Antriebssystem. Die Plattenvorrichtung arbeitet mit hydraulischem Antrieb und dient dazu, den Plattenkopf zur Wickelmaschine zu befördern.
9 Hydraulischer Rückholer
(1) Hauptstruktur: Die Trommel ist nahtlos aufgebaut; Stahlplatte, Trennwalze, Hauptwelle, vier Bogenplatten (Zickzack), Gleitblock, Seitenplatte, Lager, Lagersitz, Schub- und Zugzylinder, Getriebe, hydraulische Schubvorrichtung, Dampfbremse usw.
(2) Spulenexpansion und -kontraktion: Φ480mm~ Φ508mm, mit Backenvorrichtung, Öldruckzylinder: FA- Φ150mm (1 Zweig).
(3) Elektrische Leistung: Ein 90-kW-Normalmotor ist mit einem Frequenzumrichter ausgestattet.
Technische Parameter der Wickler
| bilden | Geschweißter Stahlblechrahmen, einarmiger hydraulischer Spreizdorn und Getriebekonstruktion |
| Menge | A |
| Lager | 15 T |
| Innendurchmesser der Stahlspule | Φ508mm |
| Spindelmaterial | 42 Cr Mo |
| Spulenklappenbogenplatte | 45 # Stahl nach Qualitätskonditionierung, die Oberfläche wird mit Hartchrom beschichtet |
| Kondensierte Klemmöffnung | Ölzylinderantrieb auf und ab |
| Außendurchmesser der Stahlspule | MAX: Φ1800 mm |
| Schiebematerialplatte | Ölzylinderdruck |
| Bremsanlage | Scheibenbremse |
| Leistung des Hauptmotors | AC90 kW Motor |
Aufbau und Verwendung: Diese Anlage dient zum Aufwickeln des Bandes nach dem Längsschneiden. Sie besteht aus Rahmenkörper, Trommel, Antriebssystem, Hebe- und Schrumpfsystem, Bremssystem, Schmiersystem, Hydrauliksystem usw.
Antriebssystem: Die Spindel wird vom Motor angetrieben. Hub- und Schrumpfsystem: Die Spannung wird durch den Hub- und Schrumpfölzylinder erzeugt, wodurch der Gleitsitz auf der Hauptwelle eine Gleitbewegung ausführt. Der Qi-förmige Gleiter und der Gleitsitz bewirken wiederum eine Verschiebung, die das Heben und Schrumpfen der Trommel ermöglicht.
Technische Parameter des Separatorwellen-Druckarms
| bilden | Grundplatte und Rahmen für das Schweißen von Stahlplatten |
| Menge | A |
| Sektorgröße | Φ80×Φ180×3 |
| Separate Setgröße | Φ80×Φ110×& |
Aufbau und Anwendung: Diese Vorrichtung dient zum Aufwickeln des Längsschnitts. Der Pressarm wird durch den Ölzylinder geschwenkt. Die Presswelle kann manuell um den festen Drehpunkt gespreizt werden, um die Isolierplatte (das Pad) auszutauschen.
10 Hydraulische Hilfsstütze II
(1) Anwendung: Das freitragende Ende der Walze wird abgestützt, um die Steifigkeit der Walze zu erhöhen.
(2) Die Hilfsstütze ist ein Knickstangenmechanismus, der durch den Schwenkarm des Hydraulikzylinders angehoben oder abgesenkt wird.
(3) Beim Aufnehmen der Rolle wird der Schwenkarm angehoben, um das freitragende Ende der Wickelmaschine zu halten, und beim Aufnehmen der Rolle senkt sich der Schwenkarm ab.
11 Auslaufspulenwagen für Aufwickler (1)
(1) Hauptstruktur: Stahlplatte, Laufrad, vier Führungssäulen, Antriebswelle usw.
(2) Hydraulischer Motorantrieb, Gehgeschwindigkeit 6 Meter pro Minute.
(3) Öldruckleistung: Hubhöhe 600 mm, Öldruckzylinder: FA- Φ125 mm (1 Zweig).
Technischer Parameter:
| bilden | Schwerer Stahlrahmen, Öldruck- und Motorsteuerung |
| Menge | A |
| Oberfläche Typ V | Stahlblechschweißen |
| Lager | 15 T |
| Liftfahrt | 600 mm |
| Fußgängerkraft | Motor |
| Schrittgeschwindigkeit des Autos | 7 m/min |
Aufbau und Verwendung: zum Entladen der Spule, zum Entladen der Stahlspule von der Spule, zum Fahren des Wagens zur Steuerung des Öldruckmotors, zum Heben und Anheben zur Steuerung des Hydraulikzylinders.
Hubmechanismus: Hydraulikzylinder und Gleitführungssäulenkonstruktion, die Hubkraft wird vom Zylinder bereitgestellt, der Zylinder drückt den V-förmigen Lagertisch, um die Funktion der oberen und unteren Stahlspule zu realisieren, und der Entladewagen ist mit einer Kippsicherung ausgestattet.
Fahrmechanismus: Öldruckmotor und parallele Führungsschienen. Der Öldruckmotor sorgt für die horizontale Bewegung des Wagens entlang der Rollenachse. An beiden Enden der Schiene verhindern Endanschläge ein Entgleisen des Wagens.
12 Hydrauliksystem (1 Satz)
(1) Hauptstruktur: geschweißter Öltank aus Stahlblech, Fassungsvermögen 300 kg und alle Arten von Öldruckventilen, Öltafeln.
(2) Leistung: Motor der Klasse E 7,5 kW und Ölpumpe, 30 ml, Normaldruck 70 kg/cm², Maximaldruck: 140 kg/cm².
Technischer Parameter:
| Menge | Ein Set |
| Treibstofftank | 300 l |
| Ölpumpenverdrängung | 25 ml/r |
| Systembetriebsdruck | 12 MPa |
| Motorleistung | 7,5 kW |
| Abkühlmethode | Windkühlung |
| Arbeitstemperatur | 0℃—60℃ |
| Dienstleistungsstoff | N68 verschleißfestes Hydrauliköl |
Aufbau und Verwendung: Das System dient der Steuerung des Hydrauliksystems der gesamten Produktionslinie. Es besteht aus einer Hydraulikstation, mehreren Ventilblöcken und diversen Rohrleitungen und wird zentral gesteuert. Im Wesentlichen umfasst es einen Öltank, eine elektrische Ölpumpeneinheit, einen Hydraulikventilblock, Hydraulikleitungen usw.
13 Elektrisches Steuerungssystem
(1) Elektronische Steuerungstabelle.
(2) Versorgungsspannung: Drehstrom 380 V AC ± 10 %; Frequenz: 50 Hz ± 1
(3) Aufbau und Anwendung: Das System ist mit einer Bedienstation ausgestattet. Die gesamte Produktionslinie wird zentral gesteuert. Die Bedienstation verfügt über ein digitales Display, Funktionen zur Geschwindigkeitsregelung (hoch/niedrig), manuelle Zuführung, kontinuierliche Segmentierung, Fehleralarm und weitere. Das Geschwindigkeitsregelungssystem und die programmierbare Steuerung (SPS) stammen von der Firma Yong Hong aus Taiwan. Alle anderen elektrischen Steuerungskomponenten sind importierte Produkte oder Produkte aus Joint Ventures gleicher Qualität. Konsole, Tastenfeld, Detektionskomponenten sowie Kabel und Leitungen sind ebenfalls enthalten. Über den Touchscreen lassen sich Produktionsprozessparameter wie Geschwindigkeit, manuelle und automatische Umschaltung sowie der Betriebszustand der einzelnen Komponenten einfach einstellen und ändern. Dies gewährleistet einen sicheren und effizienten Betrieb der Produktionslinie.
14. Marken- und Lieferantenbeschreibung:
Mechanisches Teil
| Bestellnummer | Name | Produzent | Bemerkungen |
| 1 | Lager | Japan importierte die NSK | Teilen Sie den Wirt |
| 2 | Lager | Ha-Achse, Kachelachse | Zubehör |
| 3 | Motorgetriebemaschine | Ying a | |
| 4 | Getriebeuntersetzung | Guo MAO |
Pneumatische Ausrüstung
| Bestellnummer | Name | Produzent | Bemerkungen |
| 1 | Luftzylinder | Inländische Qualitätsprodukte | |
| 2 | elektromagnetisches Ventil | Sterne | |
| 3 | Drehzahlregelventil | Sterne |
Hydraulikteil
| Bestellnummer | Name | Produzent | Bemerkungen |
| 1 | elektromagnetisches Wegeventil | Öl kun | |
| 2 | elektromagnetisches Überdruckventil | Öl kun | |
| 3 | Kühler | Inländische Qualitätsprodukte |
Elektrische Gesamtsumme
| Bestellnummer | Name | Anbieter |
| 1 | SPS | Taiwan Yong Hong |
| 2 | Mensch-Computer-Schnittstelle | Weilun, Taiwan |
| 3 | Frequenztransformator | Huichuan |
| 4 | Hilfsrelais | Schneider |
| 5 | Gewöhnlicher Motor | Jiang Sheng |
| 6 | Niederspannungskomponenten | Schneider |
15 Zufälliger Anhang:
(1) Montagezeichnung der mechanischen Fundamente, Bolzenverteilung und Produktionslinienlayout.
(2) Zubehör: 20 Stück; 120 gesammelte Nylonstifte; 20 Spannstücke; 120 Spannstifte; 1 Schneidwelle.
| Bestellnummer | Beschreibung | Lieferumfang | Bemerkungen | |
| Verkäufer | Käufer |
| ||
| 1 | Design | |||
| 1.1 | Entwurfsplan | √ |
|
|
| 1.2 | Maschinenkonstruktion | √ |
|
|
| 1.3 | Elektrische Auslegung für den Maschinenbetrieb | √ |
|
|
| 1.4 | Schaltungsdesign für Luftdruck und Hydraulikdruck | √ |
|
|
| 1,5 | Layoutgestaltung der Produktionslinie | √ |
|
|
| 2 | machen | |||
| 2.1 | Erstelle den Zeitplan | √ |
|
|
| 2.2 | Mechanischer und elektrischer Teil der Fertigung | √ |
|
|
| 2.3 | Inspektion und Prüfung der Fertigung | √ |
|
|
| 2.4 | Sprühfarbe | √ |
|
|
| 2,5 | Pack | √ |
|
|
| 3 | Lieferbedingungen | |||
| 3.1 | Entladung vor Ort |
| √ |
|
| 3.2 | Baustellenentladeausrüstung (Kran usw.) |
| √ |
|
| 3.3 | Bestätigung und Lagerung der Baustellenausrüstung |
| √ |
|
| 4 | Fundamentarbeiten | |||
| 4.1 | Fundamentplanung im Tiefbau | √ |
|
|
| 4.2 | Fundamentbau und Beratung | √ |
| Der Verkäufer stellt die Basiskarte zur Verfügung. |
| 4.3 | Inspektion der grundlegenden Arbeiten | √ | √ |
|
| 4.4 | Buchtbolzen | √ |
|
|
| 4,5 | Maschinenpolster (Flachbügeleisen, Schrägbügeleisen) | √ |
|
|
| 4.6 | Fugenmasse und Mörtel werden in das mechanische Fundament gegossen. |
| √ |
|
| 4.7 | Der Mörtel wird in das Fußloch des Geräts eingespritzt. |
| √ |
|
| 4.8 | Eingebettet in Beton (H-, etc.) |
| √ |
|
| 5 | Erektionsarbeit | |||
| 5.1 | Installationsausrüstung (Fahrfahrzeug, LKW-Kran usw.) |
| √ |
|
| 5.2 | Ersatzwerkzeug | √ |
|
|
| 5.3 | Installationsmaterial (Hydraulik- und Pneumatikleitungen sowie Verkabelung) | √ |
|
|
| 6 | Sicherheitsvorkehrungen | |||
| 6.1 | Grabenabdeckung und Tauchpumpe |
| √ |
|
| 6.2 | Leitplanke | √ |
|
|
| 7 | Hydraulische Luftdruck- und Gefriertechnik | |||
| 7.1 | Hydraulikeinheit |
|
|
|
| 7.2 | Hydraulische Entwässerungstechnik (in der Ausrüstung) | √ |
|
|
| 7.3 | Hydraulische Entwässerungsrohrarbeiten (im Graben) | √ |
|
|
| 8 | Elektrotechnik | |||
| 8.1 | Installieren Sie die erforderliche Stromversorgung. |
| √ |
|
| 8.2 | Primärkabel von der Umspannstation zum Schaltschrank und zum Verteilerschrank |
| √ |
|
| 8.3 | Ein Kabelgraben |
| √ |
|
| 8.4 | Sekundärverdrahtung des Hauptverteilerschranks zur Maschine | √ |
|
|
| 8,5 | Kabelschlitz für die Sekundärverkabelung | √ |
|
|
| 8.6 | Motor- und Antriebssteuerung | √ |
|
|
| 8,7 | Verkabelung und Abflussrohre in der Maschine | √ |
|
|
| 8.8 | Jede Leitung zum Stromverteilerschrank | √ |
|
|
| 8.9 | Genehmigung der Verwendung von Beleuchtungs- und Elektrogeräten |
| √ |
|
| 9 | Probelauf | |||
| 9.1 | Materialien für den Testlauf |
| √ |
|
| 9.2 | Testmitarbeiter |
| √ |
|
| 9.3 | Öleinspritzung, Getriebeöl, Hydrauliköl usw. |
| √ |
|
| 9.4 | Betriebswartungswerkzeuge | √ |
|
|
| 10 | Schulung und Kundendienst | |||
| 10.1 | Betriebs- und Wartungshandbuch | √ |
|
|
| 10.2 | Schulung zu Betrieb und Wartung | √ |
| |
(1) Sicherheitsalarm-Warnsystem;
1. Konfigurieren Sie die Bestätigungssperre (Sicherheitssperre) und die Alarmmeldung für jeden Pfosten.
2. Jede Betriebsstation, einschließlich Zuführung, Hauptbetrieb, Entladung usw., kann den Alarm unabhängig auslösen.
3. Sobald ein bewegliches Gerät in Betrieb ist, ertönt ein Alarm.
(2) Sicherheitsverriegelungsvorrichtung (Infraroterkennung und Alarm bei kritischer Gefahrenstelle)
(3) Die Klemmrolle der Ausrüstung, die Verbindungswelle, die Drehkette, die freiliegenden Bremsbeläge und andere bewegliche Teile müssen mit einer Schutzabdeckung und einem Sicherheitsgeländer um die Hülse herum versehen sein.
(4) Warnschilder für gefährliche und wichtige Teile des Geräts
(5) Der rotierende Körper muss mit deutlich sichtbaren Farben gekennzeichnet sein, die sich von der Farbe der Gehäuseausrüstung (gelb) unterscheiden.
1. Der Käufer stellt das Kühlwasser und die Gasquelle für die Geräteschnittstelle bereit.
2. Der Käufer muss über einen Stromverteilerkasten (dreiphasig, fünfadrig) verfügen, dessen Kapazität den Leistungsbedarf des Geräts decken muss.
3. Im Stromverteilerkasten befinden sich mehr als drei Steckdosen.
4. Der Stromverteilerkasten befindet sich innerhalb von 5 m vom Hauptbedienschrank.
5. Der Käufer ist für die Zuleitung der Stromversorgung zur Betriebsstation verantwortlich.
6. Der Käufer stellt einen Luftkompressor zur Verfügung.
7. Der Käufer stellt das vom Verkäufer gelieferte Getriebeöl, Hydrauliköl, Schmieröl und die Ölsorte bereit.
8. Der Käufer stellt die für die Inbetriebnahme notwendigen Materialien sowie die dazugehörigen Hilfsmittel und Ausrüstungen bereit.